在注塑加工、原料选型或废料回收过程中,塑料不可避免会接触高温。你是否仔细观察过:一块塑料从受热到变形、变色,直至冒烟分解,内部究竟经历了哪些阶段?
理解这一过程,不仅有助于设定合理的加工温度、预防材料降解,也能为原料筛选、产品寿命评估及回收利用提供工程依据。下面按温度升高的顺序,逐一拆解。
01 | 低温阶段(约室温~150℃):挥发物先行逸出
当温度刚开始上升时,塑料基体本身相对稳定。真正活跃的,是材料内部残留的低分子物质。
主要包括:
水分:尼龙、PET等吸湿性塑料,加热后水分首先脱附。
残留单体或溶剂:如聚苯乙烯中未聚合完全的苯乙烯单体,约60–70℃开始挥发。
低分子助剂:增塑剂、润滑剂、抗氧剂等,在100℃以上可能发生迁移或轻微挥发。
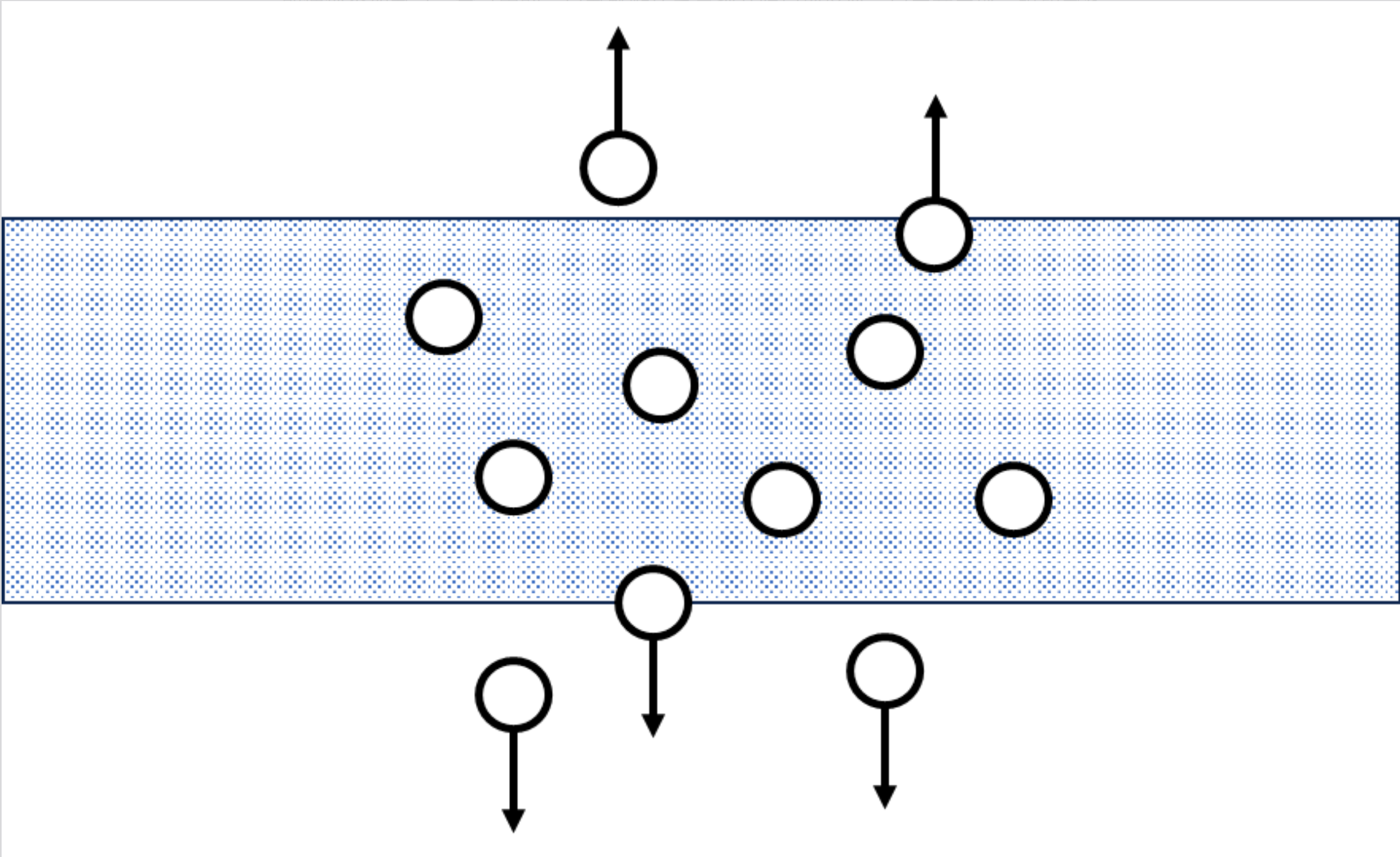
此阶段属于物理变化,聚合物分子链未受破坏。加工中闻到的“塑料味”,大多来自这些低沸点物质的释放。
工程提示:预热干燥可有效去除水分和低分子杂质,减少制品缺陷。
02 | 链段运动与相态转变(Tg~Tm):材料开始软化
温度继续升高,达到材料的玻璃化转变温度(Tg)或熔点(Tm)时,分子链段获得运动能力,材料宏观性质发生改变。
非晶塑料(如PS、PC、PMMA):超过Tg后,冻结的链段开始滑动,材料从玻璃态转变为高弹态(橡胶态)。
结晶塑料(如PE、PP、PA):先是非晶区软化,晶区保持结构;温度升至熔点后(PE约120–135℃,PP约160–175℃),晶区熔融,材料成为粘流态。
关键点:此时分子链并未断裂,仅是链段间距增大、排列松散。注塑、挤出等工艺正是利用这一“可流动但不分解”的温度窗口进行成型。
工程提示:加工温度应控制在Tg/Tm以上、热分解起始温度以下,避免降解。
03 | 化学降解起始(约200℃~400℃):黄变、冒烟、分子链受损
当温度逼近材料的热分解起始温度,化学键开始断裂。不同材料的热稳定性差异显著:
PVC:约200℃即发生显著脱氯化氢(HCl)反应,产生白烟。
PE、PP:主链明显裂解通常在300℃以上。
PTFE(特氟龙):极为稳定,400℃以上才明显分解。
此阶段发生的典型反应包括:
热氧化
空气中的氧引发自由基链反应,生成过氧化物、醛、酮等,表现为黄变。脱小分子反应
PVC脱HCl,尼龙、聚酯脱水或断酯键,释放水、酸、醛等。链式裂解
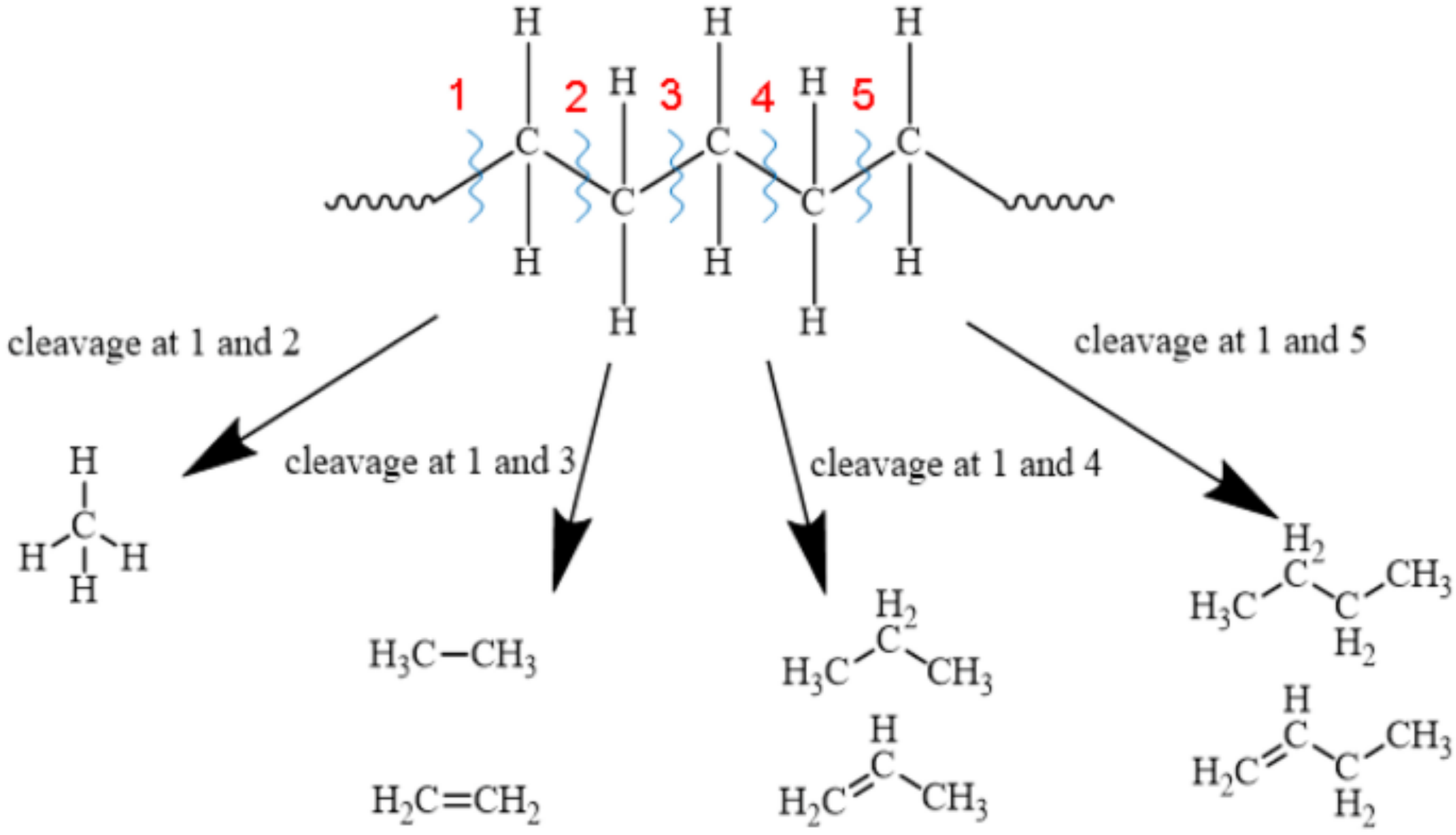
聚烯烃碳链断裂形成自由基,经β-裂解生成乙烯、丙烯、丁烯等小分子——此为废塑料热解“炼油”的化学基础。
从这一温度区间开始,材料发生不可逆的化学降解,分子结构被破坏,性能永久丧失。
工程提示:加工中需严格控制熔体温度,防止热氧化;添加抗氧剂可提升热稳定性。
04 | 大规模裂解(约400℃~600℃,惰性气氛):生成油、气、炭
在无氧或惰性气氛(如氮气)下,温度升至400–600℃,聚合物主链发生大规模无规断裂,碎片重排,最终产物为:
小分子气体(如甲烷、乙烯)
液态烃类油
固态残炭
不同塑料的热解产物具有特征性“指纹”:
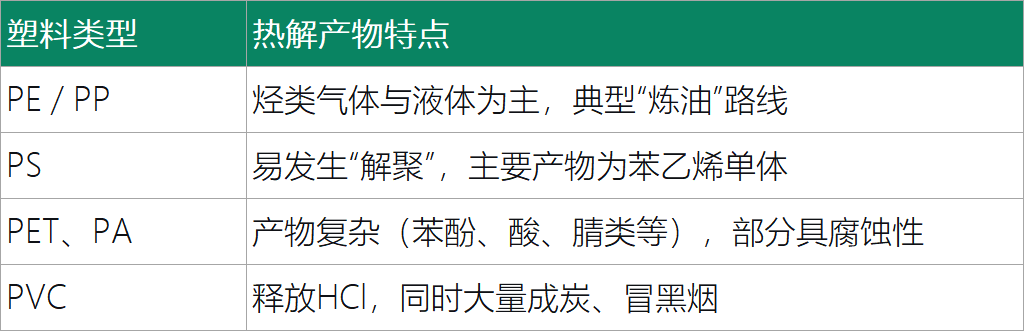
工程上常用热重分析(TGA)和气相色谱-质谱联用(GC-MS)分析这些产物,判断材料成分、纯度及老化程度。
工程提示:热解技术正用于化学回收,将废塑料转化为原料或燃料,值得关注。
05 | 有氧条件下的剧烈反应:燃烧与二次污染
上述裂解过程假设惰性气氛。若氧气充足,反应将显著加剧:
自由基反应失控,链断裂加速,生成大量CO、CO₂、醛、酸等含氧小分子。
局部放热导致温升,可能形成炭化层甚至明火。
含氯材料(PVC、PVDC)在氧化条件下,可能生成二恶英等剧毒物质。
这正是塑料焚烧须严格控制温度与氧气量的原因——既要充分燃烧,又要避免有毒产物生成。
工程提示:废塑料处理时,缺氧热解比直接焚烧更易于控制产物,环保风险更低。
06 | 温度阶段汇总表
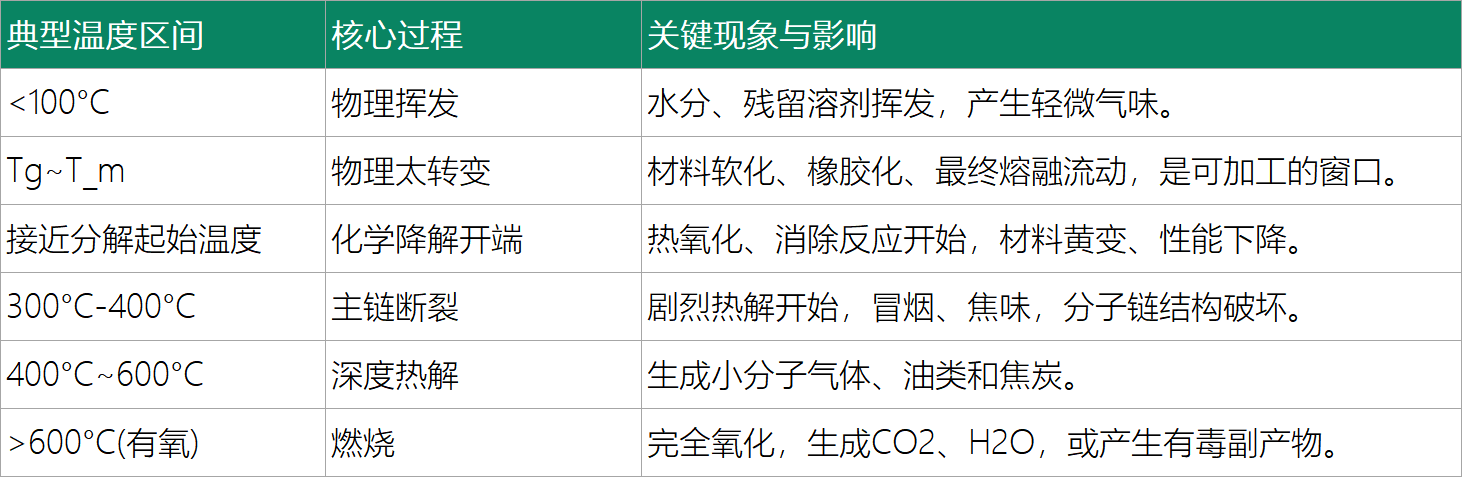
注:具体温度取决于聚合物种类、分子量及添加剂,上表仅供参考。
07 | 掌握热解行为的工程意义
理解塑料受热后的变化,对注塑加工、原料选型、质量控制及回收利用具有直接价值:
加工稳定性:明确材料的热分解门槛,才能设定安全的注塑、挤出温度,避免生产中出现降解。
长期耐久性:热老化本质是缓慢的热氧化降解。掌握热解机理,有助于预测制品寿命、优化抗老化配方。
资源化回收:热解是化学回收的核心技术,可将废塑料转化为油品或单体,实现闭环循环。
环境安全:只有清楚分解产物,才能科学评估焚烧风险,制定合规的处理规范。
总结而言:对工程师来说,研究塑料的热解行为,不是为了“烧掉它”,而是为了——在加工中规避降解,在回收中利用其潜力,在安全上有效控制。
电话:0755-3667 3012 / 0755-2710 9619
邮箱:info@evergreen-plastics.com
中国大陆
深圳长荣塑胶科技有限公司
广东省深圳市光明区凤凰街道宝新科技园B座19A12室
中国香港 HONG KONG
JIUHE TRADING(HONG KONG)LIMITED
Flat /RM A 15/F Goldfield Industrial Building
144-150 Tai Lin Pai Road Kwai Chung Hong Kong
版权所有 © 2024 长荣